Manufacturing processes drift — tool wear, material variation, operator changes — and catching that drift before it produces scrap is the whole game. Use this X̄-R Control Chart Calculator to calculate upper control limits (UCL), lower control limits (LCL), and centerlines for both the X̄ chart and R chart using your sample means, sample ranges, and subgroup size. It matters across automotive precision machining, pharmaceutical batch production, and medical device assembly — anywhere process stability is non-negotiable. This page includes the control limit formulas, a full worked example with pharmaceutical tablet data, engineering theory, and a practical FAQ.
What is an X̄-R Control Chart?
An X̄-R control chart is a quality monitoring tool that tracks both the average (mean) and the spread (range) of a process over time. If either the average or the spread drifts beyond calculated limits, the chart signals that something has changed in the process.
Simple Explanation
Imagine you're making bolts and you measure 5 of them every hour. The X̄ chart tracks whether the average length is staying on target, and the R chart tracks whether the lengths are staying consistent with each other. Think of it like monitoring both where you're aiming and how tight your grouping is — both matter, and this chart watches them at the same time.
📐 Browse all 1000+ Interactive Calculators
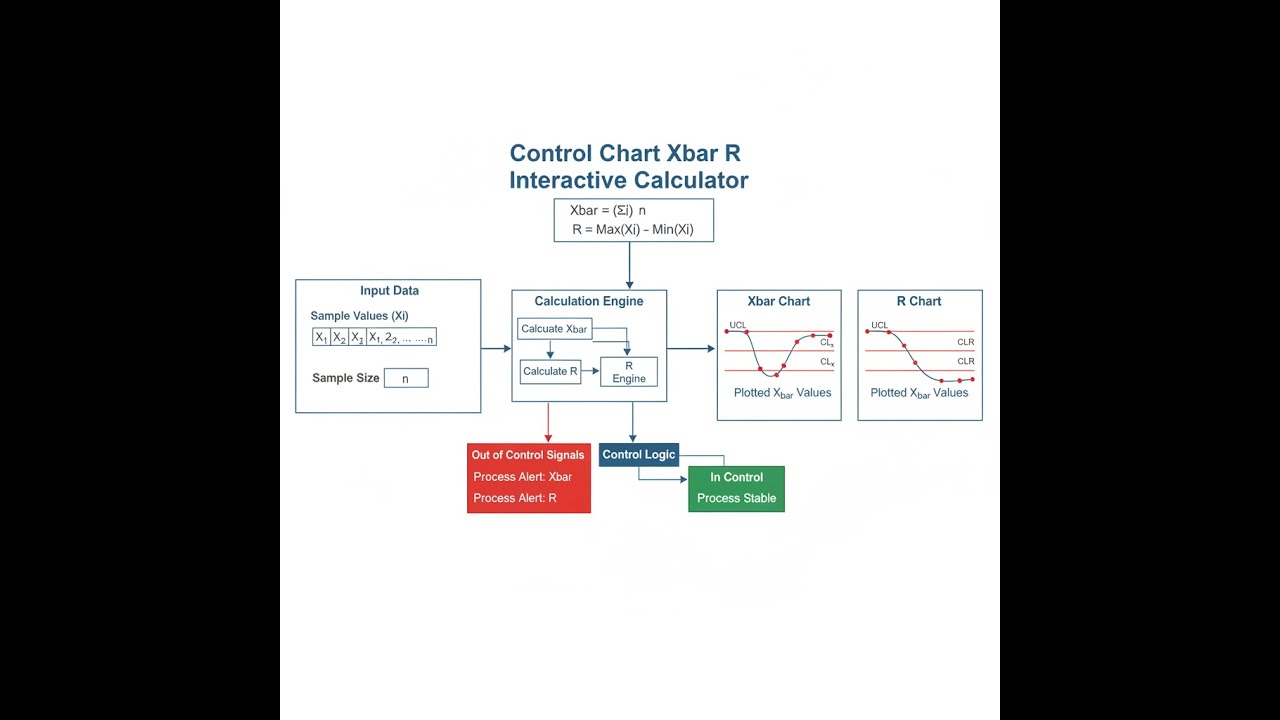
Visual Diagram

How to Use This Calculator
- Select your calculation mode — Basic (enter sample data), Given X̄̄ and R̄, Process Capability, or Known σ.
- Enter your sample size (n), number of samples, and your sample means and ranges (comma-separated) for Basic mode — or enter the appropriate summary values for other modes.
- For Process Capability mode, also enter your Upper Spec Limit (USL), Lower Spec Limit (LSL), and optional target value.
- Click Calculate to see your result.
Control Chart X̄-R Calculator
Control Chart X̄-R Interactive Visualizer
Watch how sample data translates into control limits for both average and range charts. Adjust sample size and data to see how process control boundaries respond in real-time.
X̄ CHART UCL
25.23
R CHART UCL
0.85
X̄ CHART LCL
24.77
A₂ CONSTANT
0.577
FIRGELLI Automations — Interactive Engineering Calculators
Control Chart Equations
Use the formula below to calculate X̄ chart control limits.
X̄ Chart Control Limits
UCLX̄ = X̄̄ + A2R̄
CLX̄ = X̄̄
LCLX̄ = X̄̄ - A2R̄
Use the formula below to calculate R chart control limits.
R Chart Control Limits
UCLR = D4R̄
CLR = R̄
LCLR = D3R̄
Use the formula below to calculate process capability indices.
Process Capability Indices
σ̂ = R̄ / d2
Cp = (USL - LSL) / (6σ̂)
Cpk = min[(USL - X̄̄)/(3σ̂), (X̄̄ - LSL)/(3σ̂)]
Variable Definitions
- X̄̄ (X-double-bar) = Grand mean of all sample means
- R̄ (R-bar) = Average of all sample ranges
- A2 = Control chart constant for X̄ limits (depends on sample size n)
- D3 = Control chart constant for R lower limit (depends on sample size n)
- D4 = Control chart constant for R upper limit (depends on sample size n)
- d2 = Relationship constant between range and standard deviation (depends on n)
- n = Sample size (number of measurements per subgroup)
- σ̂ = Estimated process standard deviation
- USL = Upper specification limit
- LSL = Lower specification limit
Simple Example
You're monitoring a machined shaft diameter with n=5 per sample, 3 samples collected so far.
- Sample means: 25.1, 25.3, 25.2 → X̄̄ = 25.2 mm
- Sample ranges: 0.4, 0.5, 0.3 → R̄ = 0.4 mm
- For n=5: A2 = 0.577, D4 = 2.114, D3 = 0
- X̄ UCL = 25.2 + (0.577 × 0.4) = 25.431 mm | X̄ LCL = 24.969 mm
- R UCL = 2.114 × 0.4 = 0.846 mm | R LCL = 0 mm
Theory & Engineering Applications
Statistical Foundation of X̄-R Control Charts
The X̄-R control chart system represents one of the most widely implemented statistical process control (SPC) tools in manufacturing, developed by Walter Shewhart at Bell Laboratories in the 1920s. Unlike simple specification checking, which only identifies defects after production, control charts enable real-time detection of process shifts and trends, allowing operators to intervene before defective parts are produced. The dual-chart approach monitors both process location (X̄ chart) and process dispersion (R chart) simultaneously, providing complete visibility into process behavior.
The theoretical basis relies on the Central Limit Theorem, which states that the distribution of sample means approaches normality regardless of the underlying population distribution, provided the sample size is adequate (typically n ≥ 4). This normality assumption justifies the use of ±3σ limits, which capture approximately 99.73% of variation when the process operates in statistical control. The range (R) provides a computationally simple estimator of process variability, though it becomes less efficient than standard deviation for sample sizes exceeding 10-12 units.
Control Chart Constants and Their Derivation
The constants A2, D3, D4, and d2 are derived from the sampling distribution of the range statistic. The relationship d2 = E(R)/σ represents the expected value of the range divided by the population standard deviation, allowing us to estimate σ from observed ranges. For a sample size of n=5, d2 equals 2.326, meaning the average range is approximately 2.326 times the standard deviation. The A2 constant combines the 3σ multiplier with the d2 relationship and the standard error of the mean (σ/√n), resulting in A2 = 3/(d2√n) = 0.577 for n=5.
A critical limitation often overlooked in textbook treatments: these constants assume rational subgrouping, where measurements within a subgroup represent instantaneous or near-instantaneous production under homogeneous conditions. Violating this assumption by including multiple production runs, operators, or machine setups within a single subgroup inflates the within-subgroup variation, leading to wider control limits that mask assignable causes. The between-subgroup variation should capture process changes over time, while within-subgroup variation represents inherent process noise.
Phase I vs Phase II Control Charting
Manufacturing engineers must distinguish between Phase I (chart development) and Phase II (ongoing monitoring). During Phase I, historical data establishes initial control limits, but these limits are tentative. Any out-of-control points indicate assignable causes that must be investigated and, if confirmed, removed from the dataset before recalculating limits. This iterative process continues until the data demonstrates statistical control. Only then do the limits become reliable standards for Phase II monitoring. Many quality failures occur because organizations skip Phase I entirely, applying arbitrary limits without statistical validation.
Phase II monitoring introduces additional run rules beyond simple limit violations. The Western Electric Rules detect non-random patterns: 2 out of 3 consecutive points beyond 2σ from centerline, 4 out of 5 consecutive points beyond 1σ, 8 consecutive points on one side of centerline, or 15 consecutive points within 1σ (indicating over-adjustment). These rules increase sensitivity to small process shifts at the cost of slightly higher false alarm rates. Engineers must balance sensitivity against the operational disruption caused by unnecessary investigations.
Process Capability and Control Relationship
A fundamental misconception equates control with capability. A process in statistical control (stable, predictable variation) may still produce unacceptable parts if the natural process spread exceeds specification limits. Process capability indices quantify this relationship. Cp = (USL - LSL)/(6σ̂) measures potential capability assuming perfect centering, while Cpk accounts for actual process centering by taking the minimum of upper and lower capability indices. Industry standards typically require Cpk ≥ 1.33, ensuring at least 4σ distance between process mean and nearest specification limit, corresponding to approximately 64 defects per million opportunities.
The range-based estimator σ̂ = R̄/d2 provides only short-term variability, excluding between-subgroup variation. For true long-term capability, engineers should use overall standard deviation calculated from individual measurements. This distinction becomes critical in high-volume automotive and aerospace applications where even minor underestimation of variability leads to capability predictions that fail to materialize in production. The automotive industry's PPAP (Production Part Approval Process) explicitly requires both short-term (machine capability) and long-term (process performance) indices.
Practical Implementation Challenges
Real-world implementation encounters several technical challenges. Measurement system analysis (MSA) must precede control charting because measurement variability inflates apparent process variation. If gage R&R exceeds 30% of tolerance or process variation, the measurement system itself requires improvement. Autocorrelation in continuous processes violates the independence assumption underlying control charts, requiring either time-series models or increased sampling intervals to eliminate serial correlation. Multi-stream processes (parallel machines producing identical parts) require individual charts for each stream plus rational between-stream comparison methods.
For additional statistical process control resources and manufacturing calculators, visit the engineering calculator library.
Worked Example: Pharmaceutical Tablet Production
A pharmaceutical manufacturer produces 500mg acetaminophen tablets with specification limits of 485-515mg. Quality control collects samples of n=5 tablets every 30 minutes during an 8-hour shift, measuring individual tablet weights with a calibrated analytical balance (resolution 0.1mg). Over 20 sampling intervals, the following data is recorded:
Sample Means (X̄, in mg): 499.2, 501.3, 498.7, 502.1, 500.5, 499.8, 501.6, 500.2, 498.9, 501.4, 499.5, 500.8, 502.3, 499.1, 500.6, 501.9, 499.3, 500.4, 501.1, 499.7
Sample Ranges (R, in mg): 3.2, 4.1, 3.8, 4.5, 3.6, 3.9, 4.2, 3.5, 3.7, 4.3, 3.4, 4.0, 4.6, 3.3, 3.8, 4.4, 3.6, 3.9, 4.1, 3.7
Step 1: Calculate Grand Mean (X̄̄)
Sum of sample means = 499.2 + 501.3 + ... + 499.7 = 10,008.3 mg
X̄̄ = 10,008.3 / 20 = 500.415 mg
Step 2: Calculate Average Range (R̄)
Sum of ranges = 3.2 + 4.1 + ... + 3.7 = 78.6 mg
R̄ = 78.6 / 20 = 3.93 mg
Step 3: Determine Control Chart Constants for n=5
From standard tables: A2 = 0.577, D3 = 0, D4 = 2.114, d2 = 2.326
Step 4: Calculate X̄ Chart Limits
UCLX̄ = X̄̄ + A2R̄ = 500.415 + (0.577)(3.93) = 500.415 + 2.268 = 502.683 mg
CLX̄ = 500.415 mg
LCLX̄ = X̄̄ - A2R̄ = 500.415 - 2.268 = 498.147 mg
Step 5: Calculate R Chart Limits
UCLR = D4R̄ = (2.114)(3.93) = 8.308 mg
CLR = 3.93 mg
LCLR = D3R̄ = (0)(3.93) = 0 mg (no lower limit for n≤6)
Step 6: Assess Process Capability
Estimate standard deviation: σ̂ = R̄/d2 = 3.93/2.326 = 1.690 mg
Cp = (USL - LSL)/(6σ̂) = (515 - 485)/(6 × 1.690) = 30/10.140 = 2.96
Upper capability: (515 - 500.415)/(3 × 1.690) = 14.585/5.070 = 2.88
Lower capability: (500.415 - 485)/(3 × 1.690) = 15.415/5.070 = 3.04
Cpk = min(2.88, 3.04) = 2.88
Interpretation: All sample means fall within control limits (498.147 to 502.683 mg), and all ranges remain below the upper control limit of 8.308 mg, indicating the process operates in statistical control. The Cpk value of 2.88 significantly exceeds the pharmaceutical industry standard of 1.33, indicating excellent process capability with minimal risk of producing out-of-specification tablets. The process mean of 500.415 mg sits nearly perfectly centered between specification limits, with approximately 9.6σ distance to the nearest specification boundary, corresponding to defect rates below 1 part per billion. This exceptional capability allows the manufacturer to confidently maintain production without excessive sampling or risk of batch rejection.
Practical Applications
Scenario: Automotive Fuel Injector Manufacturing
Marcus, a quality engineer at a Tier 1 automotive supplier, monitors the production of high-precision fuel injectors where nozzle orifice diameter directly affects engine performance and emissions. The specification calls for 0.2800 ± 0.0015 mm (USL = 0.2815 mm, LSL = 0.2785 mm). He collects samples of n=4 injectors every hour during a production run, measuring orifice diameter with a laser micrometer. After 25 samples, he calculates X̄̄ = 0.2798 mm and R̄ = 0.0012 mm. Using the calculator with these values and n=4, Marcus obtains control limits of UCL = 0.2807 mm and LCL = 0.2789 mm for the X̄ chart. He plots the 25 sample means and discovers three consecutive points trending upward near the upper control limit, suggesting tool wear. This early detection allows him to schedule preventive tool maintenance before any out-of-specification parts are produced, avoiding a potential $180,000 line shutdown and customer quality notification.
Scenario: Medical Device Assembly Torque Control
Dr. Sarah Chen, validation engineer for a cardiac catheter manufacturer, must demonstrate statistical control of adhesive bond strength during regulatory submission. The FDA requires capability data showing Cpk ≥ 1.33 for critical-to-quality characteristics. Sarah's team collects n=5 pull-test measurements every two hours over three weeks (total 84 samples), recording both individual values and calculating sample means and ranges. Using the calculator in Process Capability mode with her calculated X̄̄ = 12.8 N, R̄ = 1.4 N, n=5, USL = 16.0 N, and LSL = 10.0 N, the results show Cpk = 1.58, confirming the process meets regulatory requirements. The control charts also reveal stable, in-control operation with no special cause variation patterns. This documented evidence becomes a critical component of the Design History File, supporting successful 510(k) clearance and protecting the company from future product liability claims by proving due diligence in process validation.
Scenario: Food Production Temperature Monitoring
James, production supervisor at a commercial bakery producing frozen pastries, faces customer complaints about inconsistent product quality. His HACCP plan requires continuous monitoring of blast freezer exit temperature, with specification of -18°C ± 3°C. However, spot checks haven't identified the problem. James implements systematic control charting by collecting n=6 temperature measurements (from different locations in each production batch) every 30 minutes. After establishing baseline data over one week (336 samples), he uses the calculator to generate initial control limits. The X̄ chart reveals an unexpected saw-tooth pattern with mean temperatures oscillating between -16°C and -20°C every 3-4 hours, while the R chart shows stable variation. This pattern wasn't visible in spot checks but becomes obvious on the control chart. Investigation reveals a malfunctioning defrost cycle controller cycling too frequently. After repair, the process stabilizes at -18.2°C with dramatically reduced variation, eliminating customer complaints and reducing freezer energy consumption by 14% by avoiding unnecessary temperature overshoots.
Frequently Asked Questions
What sample size (n) should I use for X̄-R control charts? +
How do I determine if my process is "in control" vs meeting specifications? +
When should I use X̄-R charts versus X̄-S (standard deviation) charts? +
What should I do when a point falls outside the control limits? +
How often should control limits be recalculated or updated? +
Can I use X̄-R charts with non-normal data distributions? +
Free Engineering Calculators
Explore our complete library of free engineering and physics calculators.
Browse All Calculators →🔗 Explore More Free Engineering Calculators
About the Author
Robbie Dickson — Chief Engineer & Founder, FIRGELLI Automations
Robbie Dickson brings over two decades of engineering expertise to FIRGELLI Automations. With a distinguished career at Rolls-Royce, BMW, and Ford, he has deep expertise in mechanical systems, actuator technology, and precision engineering.
Need to implement these calculations?
Explore the precision-engineered motion control solutions used by top engineers.



