Matching production pace to customer demand sounds simple — until your line falls behind and orders start piling up. Use this Takt Time Production Calculator to calculate your required production pace, operator count, and line balance efficiency using available shift time, customer demand, work content, and station data. It's a core tool for lean manufacturing, automotive assembly, and electronics production environments. This page includes the full takt time formula, a worked example, engineering theory on line balancing and multi-model production, and a detailed FAQ.
What is Takt Time?
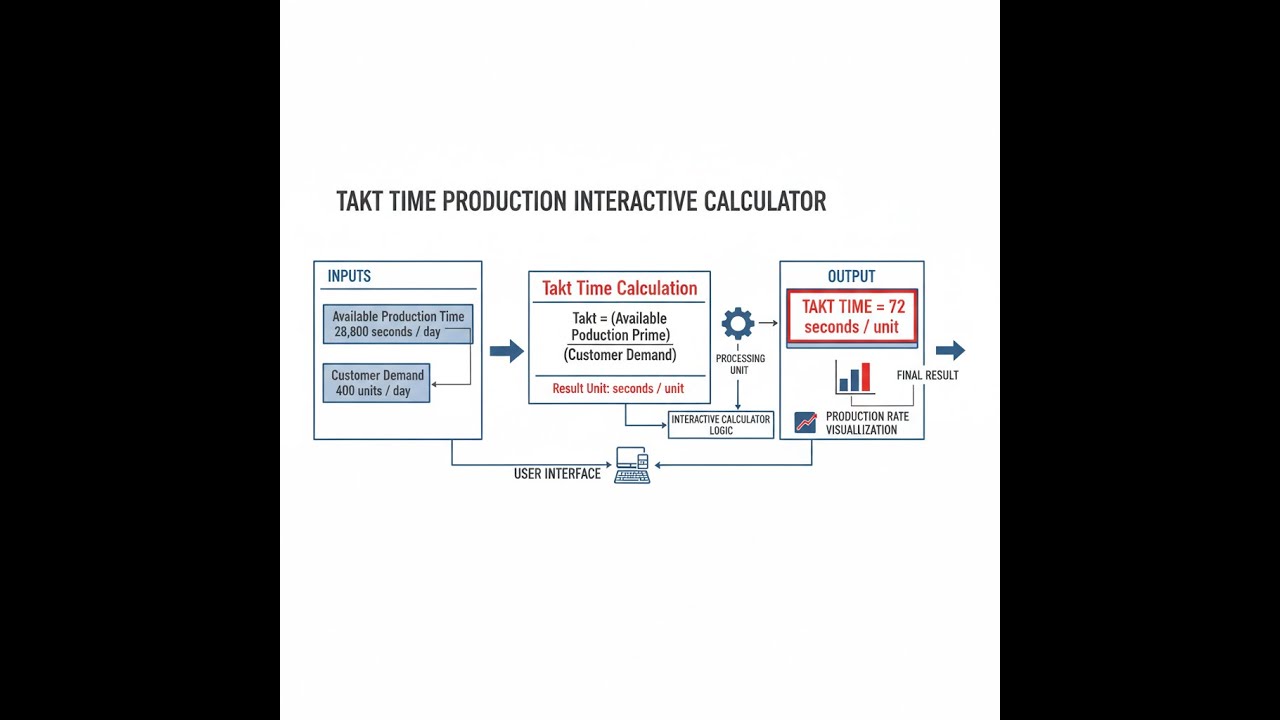
Takt time is the maximum time you have to produce one unit in order to meet customer demand. It's calculated by dividing your available production time by the number of units your customer needs in that same period.
Simple Explanation
Think of takt time like the beat of a metronome — every tick, one finished unit needs to roll off the line. If your production process takes longer than that beat, you fall behind. If it's faster, you're producing more than the customer needs right now, which is also a problem in lean manufacturing.
📐 Browse all 1000+ Interactive Calculators
Visual Diagram

Takt Time Production Calculator
How to Use This Calculator
- Select your calculation mode from the dropdown — choose from takt time, required units, available time, cycle time comparison, operator count, or line balance efficiency.
- Enter the available production time per shift in minutes and your customer demand in units per shift (or whichever inputs appear for your selected mode).
- If calculating operators or line balance, also enter total work content in seconds and the relevant station data.
- Click Calculate to see your result.
Takt Time Production Interactive Visualizer
Watch how production pace, operator allocation, and line balance efficiency change as you adjust customer demand and available time. Visualize the critical relationship between takt time and actual cycle time to maintain optimal production flow.
TAKT TIME
90 sec
OPERATORS
3
EFFICIENCY
100%
STATUS
OK
FIRGELLI Automations — Interactive Engineering Calculators
Takt Time Equations
Use the formula below to calculate takt time.
Core Takt Time Formula
Where:
- Takt Time = Maximum time allowed per unit (typically seconds or minutes)
- Available Production Time = Net operating time minus planned downtime (breaks, maintenance)
- Customer Demand = Required number of units per time period
Use the formula below to calculate the number of operators required.
Required Operators Formula
Where:
- Total Work Content = Sum of all task times required to complete one unit (seconds)
- Result is rounded up to the nearest whole number of operators
Use the formula below to calculate line balance efficiency.
Line Balance Efficiency Formula
Where:
- Bottleneck Time = Time at the slowest workstation (determines line speed)
- Ideal efficiency approaches 100% when all stations have equal cycle times
- Balance Loss = 100% - Line Balance Efficiency
Use the formula below to calculate production rate from takt time.
Production Rate Formula
Where:
- 3600 = Number of seconds in one hour
- Takt Time must be expressed in seconds for this calculation
Use the formula below to compare cycle time against takt time and determine production status.
Cycle Time vs Takt Time Comparison
Where:
- Cycle Time = Actual time to complete one unit at a workstation
- Meeting Demand: Cycle Time ≤ Takt Time (production keeps pace)
- Falling Behind: Cycle Time > Takt Time (production cannot meet demand)
Simple Example
A shift runs 450 minutes. Customer demand is 300 units per shift.
Takt Time = (450 × 60) ÷ 300 = 27,000 ÷ 300 = 90 seconds per unit.
That means one finished unit must exit the line every 90 seconds. If total work content across all tasks is 270 seconds, you need 270 ÷ 90 = 3 operators at 100% theoretical efficiency.
Theory & Engineering Applications
Takt time, derived from the German word "Taktzeit" meaning rhythm or meter, represents one of the most fundamental concepts in lean manufacturing and production planning. Unlike cycle time, which measures how long a process actually takes, takt time defines the theoretical pace at which production must occur to satisfy customer demand exactly. This distinction is crucial: takt time is determined by external market forces (customer orders), while cycle time reflects internal process capabilities. Understanding and implementing takt time correctly transforms a production facility from push-based manufacturing—where products are made in anticipated quantities—to pull-based systems where production synchronizes precisely with consumption.
Fundamental Principles of Takt Time
The mathematical elegance of takt time belies its operational complexity. When we calculate that takt time equals available production time divided by customer demand, we are establishing a heartbeat for the entire manufacturing operation. If a facility operates 450 minutes per shift (accounting for breaks and planned maintenance) and must produce 300 units, the takt time becomes 90 seconds per unit. Every 90 seconds, one complete unit must exit the production line. This creates a powerful constraint that drives decision-making throughout the operation: any process step taking longer than 90 seconds becomes an immediate bottleneck requiring attention.
What many practitioners miss is that takt time is not merely a target—it represents the maximum permissible time per unit. Operating below takt time (faster cycle times) creates excess capacity, which can be strategically valuable for absorbing variation, conducting maintenance, or building safety stock. However, operating significantly below takt time consistently indicates overproduction waste, one of the seven deadly wastes in lean manufacturing. The optimal state maintains cycle times at approximately 85-95% of takt time, providing a buffer for normal variation while minimizing waste.
Available Time Calculation Nuances
Determining "available production time" requires careful analysis that goes beyond simply subtracting lunch breaks from shift duration. Best practice involves distinguishing between planned and unplanned downtime. Planned downtime—including scheduled breaks, shift changeovers, preventive maintenance windows, and tooling changes—should be subtracted from gross available time. Unplanned downtime from equipment failures, material shortages, or quality issues should not be subtracted when calculating takt time, because doing so disguises systemic problems and inflates the apparent pace requirement.
For example, consider a facility running two 8-hour shifts with two 15-minute breaks and one 30-minute lunch per shift. Gross time equals 960 minutes per shift. Subtracting breaks (60 minutes) and typical changeover time (20 minutes) yields 880 minutes of available production time. If this facility historically experiences 45 minutes of unplanned downtime per shift, the temptation is to calculate takt time using 835 minutes. This is incorrect. Takt time should use 880 minutes, establishing a pace target that, when met, exposes the 45 minutes of losses as waste requiring elimination through total productive maintenance (TPM) or other improvement initiatives.
Line Balancing and Workstation Distribution
Once takt time is established, production engineers face the challenge of distributing work content across workstations such that no single station exceeds the takt time limit. This process, called line balancing, directly impacts labor efficiency and production flow. The theoretical minimum number of operators equals total work content divided by takt time, but this assumes perfect distribution—rarely achievable in practice due to task interdependencies, equipment constraints, and ergonomic factors.
Line balance efficiency quantifies how closely actual distribution approaches the theoretical ideal. An efficiency of 88% indicates that 12% of available operator time is lost to imbalances—some stations finish early while waiting for the bottleneck station. In automotive assembly, world-class facilities achieve 92-95% line balance efficiency through sophisticated work allocation algorithms and continuous improvement. Lower-volume operations often accept 80-85% efficiency as economically optimal, recognizing that pursuing perfect balance has diminishing returns when changeovers are frequent.
Multi-Model Production Complexity
Real manufacturing environments rarely produce a single product at constant demand. Multi-model production lines must handle product mix variations, each with different work content and cycle time requirements. The solution involves calculating a blended takt time weighted by product mix percentages. If a line produces Model A (60% of volume, 180 seconds work content) and Model B (40% of volume, 210 seconds work content), the weighted work content is (0.60 × 180) + (0.40 × 210) = 192 seconds. This blended value informs staffing and line balance decisions more accurately than using any single product.
Advanced implementations employ heijunka (production leveling) to sequence mixed models in repeating patterns that smooth resource utilization. Rather than building all Model A units followed by all Model B units, a heijunka box might establish a sequence like A-A-B-A-B-A-A-B, distributing the higher work content of Model B evenly throughout the shift. This prevents the line from oscillating between feast and famine states, improving overall flow stability and reducing the need for excess capacity.
Worked Example: Assembly Line Design
Consider designing an assembly line for electronic control modules with the following parameters:
- Daily customer demand: 720 units
- Operating schedule: Two 7.5-hour shifts per day
- Planned breaks: 30 minutes per shift (two 15-minute breaks)
- Shift changeover: 15 minutes
- Total work content per unit: 385 seconds
Step 1: Calculate available production time per day
Gross time = 2 shifts × 7.5 hours × 60 minutes = 900 minutes
Planned downtime = 2 shifts × (30 minutes breaks + 15 minutes changeover) = 90 minutes
Available production time = 900 - 90 = 810 minutes = 48,600 seconds
Step 2: Calculate takt time
Takt time = 48,600 seconds ÷ 720 units = 67.5 seconds per unit
This means one completed unit must exit the line every 67.5 seconds to meet customer demand exactly.
Step 3: Determine theoretical number of operators
Theoretical operators = 385 seconds work content ÷ 67.5 seconds takt time = 5.70 operators
Since we cannot employ fractional operators, we round up to 6 operators.
Step 4: Calculate line balance efficiency
Line balance efficiency = 385 ÷ (6 × 67.5) × 100% = 95.1%
This indicates excellent balance with only 4.9% balance loss. Each operator theoretically handles 385 ÷ 6 = 64.2 seconds of work content on average.
Step 5: Design workstation allocation
The production engineer must now distribute 385 seconds of work across 6 stations such that no station exceeds 67.5 seconds. A possible distribution might be:
- Station 1: Component preparation and PCB loading (62 seconds)
- Station 2: Surface mount device placement (67 seconds)
- Station 3: Through-hole component insertion (65 seconds)
- Station 4: Wave soldering and cleaning (66 seconds)
- Station 5: Functional testing and calibration (63 seconds)
- Station 6: Final assembly and packaging (62 seconds)
Total = 385 seconds, with maximum station time of 67 seconds (Station 2), which is within the 67.5-second takt time. The actual line balance efficiency is 385 ÷ (6 × 67) = 95.8%, even better than theoretical because we optimized task distribution.
Step 6: Validate production capacity
Theoretical daily output = 48,600 seconds ÷ 67 seconds per unit = 725 units
This exceeds the required 720 units, providing a 0.7% capacity buffer for normal variation.
Common Implementation Pitfalls
A critical mistake involves confusing takt time with target cycle time for individual machines or processes. Takt time applies to the entire value stream—from raw material to finished good. Individual workstations within that stream may operate at different cycle times, provided the overall throughput meets takt. A stamping press might run every 15 seconds, but if each cycle produces four parts and takt time is 60 seconds per part, the press operates correctly at 25% of the line takt time.
Another frequent error is failing to update takt time when demand changes. Takt time is not static; it must be recalculated monthly, weekly, or even daily in high-variability environments. A production line designed for 90-second takt time cannot simply "run faster" if demand suddenly increases without reassessing staffing, equipment capacity, and quality systems. Similarly, when demand decreases and takt time increases, continuing to operate at the old pace generates overproduction waste.
The relationship between takt time and inventory strategy requires sophisticated understanding. Just-in-time purists advocate eliminating all buffer inventory, allowing takt time to dictate flow completely. However, practical implementations recognize that strategic buffers at decoupling points protect against variation in supplier delivery, equipment reliability, and demand fluctuation. The key is distinguishing between lean buffers (small, managed quantities at specific locations for specific reasons) and wasteful inventory (large, unmanaged accumulations hiding problems throughout the system).
Integration with Overall Equipment Effectiveness (OEE)
Takt time analysis becomes exponentially more powerful when integrated with OEE measurement. OEE captures the productivity losses from availability (downtime), performance (slow cycles), and quality (defects). When actual cycle time consistently exceeds takt time, OEE analysis pinpoints whether the root cause is equipment failures (availability), inefficient operation (performance), or rework loops (quality). This diagnostic capability transforms takt time from a planning tool into a continuous improvement driver.
For automation projects, takt time establishes the required equipment cycle time. If takt time is 45 seconds and a proposed robotic cell has a 52-second cycle time, the investment cannot meet demand without parallel cells or upstream buffering. This forces early design decisions about equipment speed, reliability requirements, and economic justification, preventing costly mistakes where automated solutions create bottlenecks rather than relieving them.
For additional production planning tools, explore the complete calculator library covering manufacturing, quality control, and operations engineering topics.
Practical Applications
Scenario: Electronics Assembly Line Optimization
Jennifer, a manufacturing engineer at a consumer electronics company, faces increasing customer complaints about late deliveries. Her smartphone charger assembly line runs two shifts producing 850 units per day against a demand of 920 units. Using the takt time calculator, she determines that with 870 minutes of available production time per day (after breaks and changeover time), her required takt time is 56.7 seconds per unit. However, her current six-station line has a bottleneck at the testing station running 64 seconds per cycle. Jennifer uses the line balance calculator to discover her efficiency is only 78%, with significant idle time at other stations. By redistributing test tasks and adding a parallel test fixture at the bottleneck station, she reduces maximum station time to 54 seconds, achieving 93% line balance efficiency and increasing daily output to 970 units—finally meeting customer demand with capacity to spare.
Scenario: Automotive Parts Staffing Decision
Marcus, an operations manager at a Tier 2 automotive supplier, receives a contract to produce 1,440 brake caliper assemblies per day. His production team insists they need 10 operators based on historical staffing ratios, but the budget only allows for 8. Using the takt time calculator, Marcus calculates that with 960 minutes of available production time per shift, his takt time is 40 seconds per unit. He then conducts time studies showing total work content of 290 seconds per assembly. The calculator reveals he theoretically needs 290 ÷ 40 = 7.25 operators, meaning 8 operators should provide 91% line balance efficiency. Marcus conducts a kaizen event to redistribute tasks across 8 stations, eliminating the waste his team had previously accepted as normal. The new configuration not only meets production requirements with 8 operators but also improves quality by reducing rushed work that occurred when operators were spread too thin.
Scenario: Seasonal Demand Adjustment
Aisha manages a packaging line for a food products company that experiences dramatic seasonal demand variation. During peak season, daily demand surges to 2,400 units versus the off-season baseline of 1,200 units. Rather than maintaining peak staffing year-round, Aisha uses the takt time calculator to quantify the difference. Off-season takt time of 30 seconds per unit requires 4 operators with her 480 seconds of work content per unit (30 seconds × 4 = 120 seconds per station on average). Peak season takt time drops to 15 seconds per unit, requiring 480 ÷ 15 = 8 operators. Aisha develops a flexible staffing model using cross-trained temporary workers during peak months and reassigning permanent staff to maintenance, training, and improvement projects during slower periods. The calculator provides the quantitative foundation for her annual labor budget, demonstrating to finance exactly why staffing must double seasonally and justifying the cross-training investment.
Frequently Asked Questions
▼ What is the difference between takt time, cycle time, and lead time?
▼ How often should takt time be recalculated in a real production environment?
▼ What should I do when cycle time exceeds takt time?
▼ How does product mix affect takt time calculations?
▼ Should unplanned downtime be included when calculating available production time?
▼ How does takt time relate to inventory management and buffer stock?
Free Engineering Calculators
Explore our complete library of free engineering and physics calculators.
Browse All Calculators →🔗 Explore More Free Engineering Calculators
About the Author
Robbie Dickson — Chief Engineer & Founder, FIRGELLI Automations
Robbie Dickson brings over two decades of engineering expertise to FIRGELLI Automations. With a distinguished career at Rolls-Royce, BMW, and Ford, he has deep expertise in mechanical systems, actuator technology, and precision engineering.
Need to implement these calculations?
Explore the precision-engineered motion control solutions used by top engineers.



