When you're trying to hit an output target or justify a new machine purchase, you need numbers — not guesses. Use this Production Rate Units/Hour Calculator to calculate production rates, cycle times, required hours, machine counts, total output, and OEE using inputs like units produced, time period, efficiency factor, and ideal rate. It applies directly to automotive assembly, electronics manufacturing, pharmaceutical packaging, and any other high-volume production environment where throughput directly drives cost and delivery. This page covers the core formulas, a worked example, engineering theory, and a full FAQ.
What is production rate?
Production rate is how many units a manufacturing process completes in a given time period — usually expressed as units per hour. It tells you how fast your line is running and whether you have enough capacity to meet demand.
Simple Explanation
Think of it like a car wash: if 60 cars go through in one hour, the production rate is 60 cars/hour. If demand jumps to 90 cars, you either need a faster process or a second bay. The same logic applies to any factory floor — more units in less time means a higher rate, and knowing that number tells you exactly what you can promise and what you need to build it.
📐 Browse all 1000+ Interactive Calculators
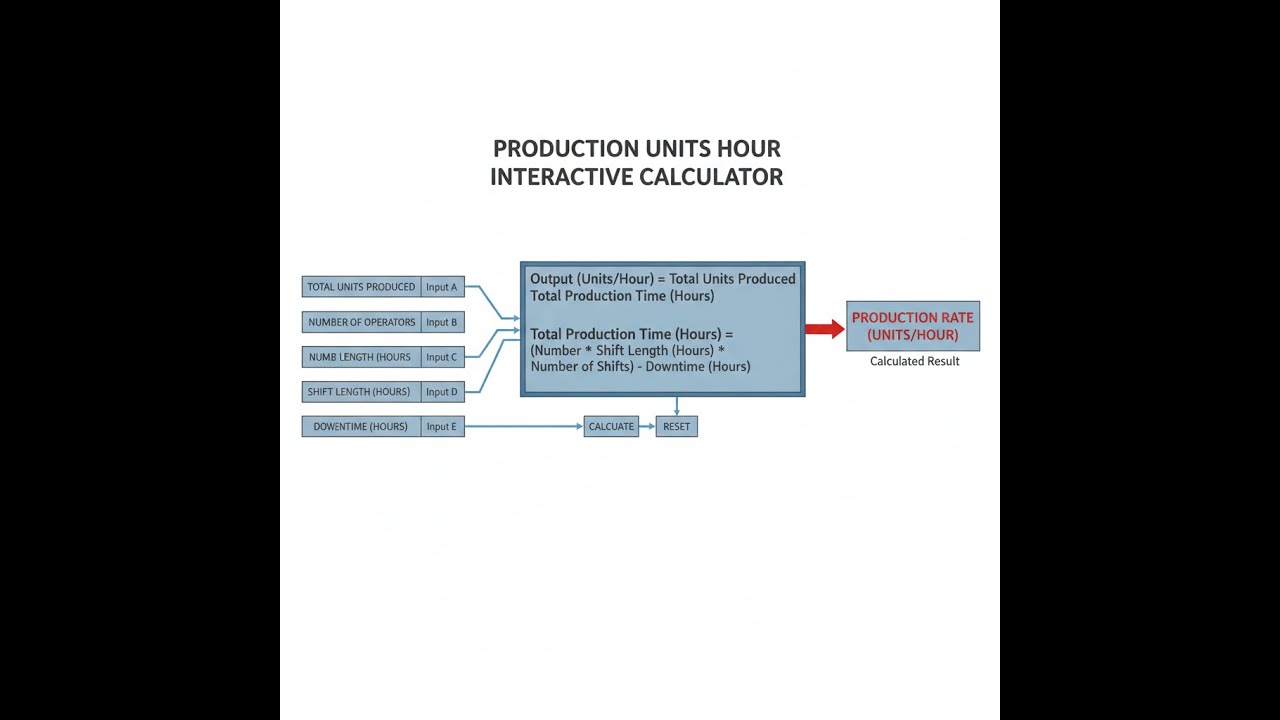
Production Rate System Diagram

Production Rate Calculator
How to Use This Calculator
- Select your calculation mode from the dropdown — choose from production rate, cycle time, required hours, machine count, total output, or OEE.
- Enter the values for your chosen mode — for example, units produced and time period, or target units and efficiency factor.
- Adjust any optional fields such as efficiency factor or time unit for cycle time results.
- Click Calculate to see your result.
Production Rate Units/Hour Interactive Visualizer
Calculate production rate, cycle time, and efficiency metrics for manufacturing operations. Visualize how units per hour drives capacity planning and output targets across assembly lines.
PRODUCTION RATE
100 u/h
CYCLE TIME
36.0 sec
EFFECTIVE RATE
85 u/h
DAILY OUTPUT
2040 units
FIRGELLI Automations — Interactive Engineering Calculators
Production Rate Equations
Use the formula below to calculate production rate.
Basic Production Rate
R = N / T
Where:
R = Production rate (units/hour)
N = Number of units produced (units)
T = Time period (hours)
Use the formula below to calculate cycle time per unit.
Cycle Time
Ct = 3600 / R
Where:
Ct = Cycle time per unit (seconds/unit)
R = Production rate (units/hour)
3600 = Seconds per hour conversion factor
Use the formula below to calculate required production hours.
Required Production Hours
Treq = Ntarget / (R × E)
Where:
Treq = Required production hours (hours)
Ntarget = Target units to produce (units)
R = Production rate (units/hour)
E = Efficiency factor (0 to 1, dimensionless)
Use the formula below to calculate the number of machines required.
Number of Machines Required
M = ⌈Ntarget / (Rmachine × Tavailable)⌉
Where:
M = Number of machines required (rounded up to whole number)
Ntarget = Target units to produce (units)
Rmachine = Rate per machine (units/hour)
Tavailable = Available production time (hours)
⌈ ⌉ = Ceiling function (round up)
Use the formula below to calculate total production output.
Total Production Output
Ntotal = M × Rmachine × Toperating
Where:
Ntotal = Total production output (units)
M = Number of machines (dimensionless)
Rmachine = Rate per machine (units/hour)
Toperating = Operating time (hours)
Use the formula below to calculate Overall Equipment Effectiveness.
Overall Equipment Effectiveness (OEE)
OEE = A × P × Q × 100%
Where:
OEE = Overall Equipment Effectiveness (%)
A = Availability = Nactual / (Rideal × Tplanned)
P = Performance = Nactual / (Rideal × Tplanned)
Q = Quality = Ngood / Nactual
Nactual = Actual units produced (units)
Ngood = Good quality units (units)
Rideal = Ideal production rate (units/hour)
Tplanned = Planned production time (hours)
Simple Example
A line produces 500 units over an 8-hour shift.
Production rate = 500 / 8 = 62.5 units/hour
Cycle time = 3600 / 62.5 = 57.6 seconds/unit
To hit 3,000 units at 85% efficiency: 3000 / (62.5 × 0.85) = 56.5 hours required
Theory & Engineering Applications
Production rate calculation forms the foundation of manufacturing engineering, industrial capacity planning, and operational efficiency analysis. Understanding production rates enables manufacturers to accurately forecast output, plan resource allocation, identify bottlenecks, and measure equipment effectiveness. These calculations are critical across industries from automotive assembly to pharmaceutical manufacturing, semiconductor fabrication to food processing.
Fundamental Production Rate Theory
Production rate represents the throughput of a manufacturing system, typically expressed as units produced per unit of time. While the basic calculation divides total output by total time, real-world production environments introduce complexity through variability in cycle times, equipment downtime, changeover periods, and quality defects. The distinction between theoretical maximum rate and actual achieved rate reveals critical information about system constraints and improvement opportunities.
Cycle time, the inverse of production rate when normalized to consistent time units, represents the time interval between consecutive unit completions. In high-volume manufacturing, cycle time variations of even a few seconds compound into significant capacity differences over a production shift. This relationship becomes particularly important in synchronized production systems where one slow operation creates a bottleneck affecting the entire line.
Takt Time vs. Cycle Time: A Critical Distinction
One frequently misunderstood concept in production rate analysis is the relationship between takt time and cycle time. Takt time represents the rate at which products must be produced to meet customer demand, calculated by dividing available production time by customer demand. For a factory operating 28,800 seconds per day (8 hours) with customer demand of 576 units, the takt time is 50 seconds per unit. This differs fundamentally from cycle time, which measures actual production speed.
For efficient production, cycle time must equal or be less than takt time. When cycle time exceeds takt time, production cannot meet demand without overtime or additional capacity. This relationship drives lean manufacturing principles where processes are balanced to match takt time, eliminating waste from both overproduction and capacity shortages.
Overall Equipment Effectiveness (OEE)
OEE provides a comprehensive measure of manufacturing productivity by incorporating three dimensions: availability (uptime percentage), performance (speed compared to ideal), and quality (good units as percentage of total). A machine with 90% availability, 95% performance, and 98% quality achieves an OEE of 83.8% (0.90 × 0.95 × 0.98). World-class manufacturing typically targets OEE above 85%, while many facilities operate between 60-70%.
The multiplicative nature of OEE reveals how seemingly small losses in each dimension compound dramatically. A 5% loss in availability, 5% in performance, and 2% in quality results in 11.5% total capacity loss, not 12%. This non-linear relationship emphasizes the importance of addressing all three factors simultaneously rather than focusing on a single dimension.
Multi-Machine Production Systems
Calculating required machine count involves ceiling functions rather than simple division because fractional machines cannot exist. If production requires 3.2 machines based on rate calculations, four machines must be deployed. This creates inherent overcapacity that can serve as buffer capacity, support preventive maintenance schedules, or accommodate demand growth. Machine utilization percentage (required machines / actual machines × 100) quantifies this excess capacity.
In parallel machine configurations, total system rate equals the sum of individual machine rates only when machines operate identically and independently. Real systems introduce complications through shared resources, material handling constraints, and quality control bottlenecks. These factors often limit actual combined throughput to 85-95% of the theoretical sum of individual rates.
Production Rate Variability and Buffer Sizing
All production processes exhibit variability in cycle times, creating challenges for capacity planning and scheduling. The coefficient of variation (standard deviation divided by mean cycle time) quantifies this variability. High variability necessitates larger buffer inventories between production stages to prevent starvation of downstream operations. Queueing theory demonstrates that utilization above 80-85% in variable systems leads to exponentially increasing wait times and work-in-process inventory.
This relationship explains why theoretical capacity calculations often overestimate actual achievable throughput. A line designed for 100 units per hour may realistically achieve only 80-85 units per hour in sustained operation when accounting for variability, minor stoppages, and material handling delays. Experienced production planners typically apply safety factors of 15-25% when converting theoretical rates to production commitments.
Worked Example: Complete Production Planning Analysis
Consider an electronics manufacturer planning production of a new circuit board assembly. Marketing projects demand of 12,000 units per month. The factory operates two 8-hour shifts, five days per week (approximately 22 working days per month). Initial pilot production achieved 47 units over a 4-hour test run with 3 defective units.
Step 1: Calculate demonstrated production rate
Production rate = 47 units / 4 hours = 11.75 units/hour
Quality rate = (47 - 3) / 47 = 93.6%
Good unit production rate = 11.75 × 0.936 = 11.00 good units/hour
Step 2: Calculate monthly capacity requirement
Available production hours per month = 22 days × 16 hours/day = 352 hours
Required production rate = 12,000 units / 352 hours = 34.09 units/hour
With 93.6% quality rate, required gross rate = 34.09 / 0.936 = 36.43 units/hour
Step 3: Determine machine requirements
Machines required = 36.43 units/hour ÷ 11.75 units/hour per machine = 3.10 machines
Actual machines needed = 4 machines (rounded up)
Machine utilization = 3.10 / 4 = 77.5%
Step 4: Calculate actual capacity and OEE
Actual production capacity = 4 machines × 11.00 good units/hour × 352 hours = 15,488 good units/month
Capacity surplus = 15,488 - 12,000 = 3,488 units (29.1% buffer)
If we assume 85% availability factor for planned maintenance: Effective capacity = 15,488 × 0.85 = 13,165 units/month
OEE estimation = 85% availability × 77.5% performance × 93.6% quality = 61.6%
Step 5: Identify improvement opportunities
To achieve world-class OEE of 85%, the manufacturer could:
- Improve quality to 98% (reducing defect rate from 6.4% to 2%): gains 4.4% capacity
- Increase availability to 90% through better maintenance: gains 5% capacity
- Reduce cycle time to 4.9 minutes/unit (from 5.1): gains 4% performance
Combined improvements could raise capacity to 17,250 units/month with same equipment
This analysis reveals that purchasing four machines with 77.5% utilization provides adequate buffer capacity for the 12,000 unit demand while allowing for maintenance, quality issues, and demand fluctuations. The relatively low OEE of 61.6% indicates substantial improvement potential before additional capital investment becomes necessary.
Industry-Specific Applications
In automotive manufacturing, production rate calculations determine assembly line speed, which typically operates at fixed takt times between 45-90 seconds per vehicle depending on plant size and model complexity. Every station must complete its work within the takt time, requiring precise balancing of work content across stations. A single station exceeding takt time creates a bottleneck limiting entire plant output.
Pharmaceutical manufacturing faces unique constraints where batch processing rather than continuous flow dominates. Production rate calculations must account for batch setup time, processing time, cleaning validation, and quality hold times. A tablet press might achieve 300,000 tablets per hour during compression but only 180,000 tablets per hour when amortizing changeover and cleaning across batch size.
Semiconductor fabrication represents the most capital-intensive production environment, where equipment costs millions of dollars per tool and cycle times span hours to days. Fab capacity planning uses wafer starts per week as the primary metric, with complex calculations accounting for rework rates, equipment dedication to specific products, and preventive maintenance schedules reducing availability to 75-85%.
For more manufacturing and quality calculators, visit our engineering calculator library.
Practical Applications
Scenario: Contract Manufacturing Capacity Decision
Jennifer manages operations for a contract electronics manufacturer that just received an RFQ (request for quote) for 45,000 LED driver assemblies to be delivered over three months. Her pilot line demonstrated a production rate of 127 units over an 8-hour shift with 3 defects. She needs to determine if her current capacity can handle this contract or if she needs to invest in additional equipment. Using this calculator in "Required Machines" mode with inputs of 15,000 units/month, 352 available hours (22 days × 16 hours of two-shift operation), and 15.5 good units/hour per machine (127 units / 8 hours × 124/127 quality rate), she calculates that 2.75 machines are required. Since she currently has 2 machines, she knows she needs to add one more line to reliably meet the contract requirements while maintaining quality standards and allowing for normal equipment downtime.
Scenario: Production Shift Planning for Seasonal Demand
Marcus is the production scheduler for a toy manufacturer facing the critical pre-holiday production period. His injection molding department needs to produce 125,000 action figure bodies by November 1st (12 weeks away). His six molding machines each run at 142 units per hour, but historical OEE data shows 78% effectiveness due to mold changes, material shortages, and minor equipment issues. Using the calculator's "Required Hours" mode with 125,000 target units, combined rate of 852 units/hour (6 machines × 142 units/hour), and 0.78 efficiency factor, he calculates 188.3 required production hours. With 12 weeks available, this requires only 15.7 hours per week or about 2 shifts per week to meet demand. This analysis reveals he has substantial buffer capacity, allowing him to schedule preventive maintenance on two machines during this period without jeopardizing delivery commitments, actually improving long-term reliability while avoiding the expense of overtime shifts.
Scenario: Process Improvement ROI Analysis
Dr. Sarah Chen leads continuous improvement for a pharmaceutical packaging line that currently produces 14,850 bottles in a typical 20-hour production day with 780 bottles rejected during quality inspection. Her team has proposed a $180,000 upgrade to the filling system claiming it will reduce cycle time by 8% and cut defects in half. Using the OEE calculator with current values (14,850 actual units, 800 units/hour ideal rate, 20 hours planned time, 14,070 good units), she calculates current OEE of 87.9%. For the proposed system with 8% faster cycle time (16,038 units actual), same planned time, and half the defect rate (15,648 good units), the new OEE would be 97.8%. This represents 11.2% more good unit output (15,648 vs 14,070 per day). With the line operating 250 days per year producing units worth $8.50 margin each, the additional output generates $1,326,400 in annual contribution margin, providing a 1.6-month payback period and making the investment decision clear. The calculator allowed her to quantify both current state and proposed state performance, building a compelling business case for the capital expenditure.
Frequently Asked Questions
▼ What's the difference between production rate and cycle time, and when should I use each?
▼ Why do my actual production results always fall short of calculated rates, and how should I account for this?
▼ How do I determine the optimal number of machines versus running existing machines longer hours?
▼ What's a realistic target for OEE, and how do I improve it systematically?
▼ How should I handle production rate calculations when products have different cycle times on the same equipment?
▼ What's the relationship between production rate and staffing requirements?
Free Engineering Calculators
Explore our complete library of free engineering and physics calculators.
Browse All Calculators →🔗 Explore More Free Engineering Calculators
About the Author
Robbie Dickson — Chief Engineer & Founder, FIRGELLI Automations
Robbie Dickson brings over two decades of engineering expertise to FIRGELLI Automations. With a distinguished career at Rolls-Royce, BMW, and Ford, he has deep expertise in mechanical systems, actuator technology, and precision engineering.
Need to implement these calculations?
Explore the precision-engineered motion control solutions used by top engineers.



